Best Available Techniques and Best Environmental Practices: BAT/BEP
Best Available Techniques and Best Environmental Practices (BAT/BEP) are the technologies of environmentally friendly metal production process improvement and the applications of such technology from the successful case studies of project operations under the objective that the organizational executives and production process engineers can apply to be the guideline in determination of policy, target and plan of the project operation accordingly. The measures can be divided into primary measure and secondary measure.
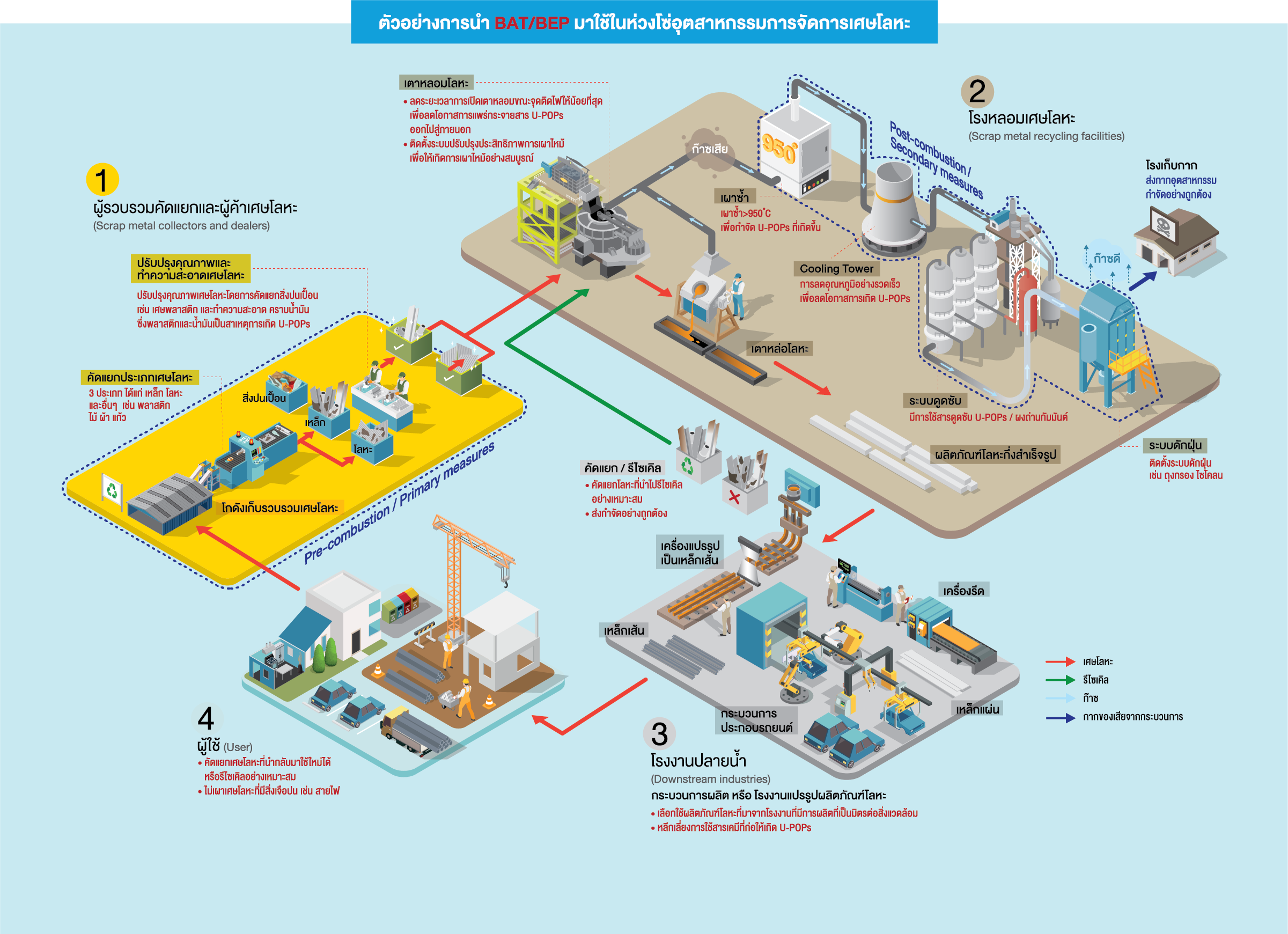
1. Primary measures
Primary measures, often called pollution prevention techniques, are able to avoid, suppress or minimize the formation of U-POPs in the secondary metal-making process. As a general measure, an integral part of a facility’s pollution prevention program should include best environmental, operating and maintenance practices for all operations and aspects of the electric arc furnace metal-making process.
1.1 Technology of Scrap processing and screening for Secondary Metal Production
Scrap metal processing system as some part of scrap metal used in production of the mill is collected and piled on the ground, at the time of raining, oil slick, soil scrap or other dust which are not raw materials in melting metal are dipped collectively and input into melting furnace. For reduction of these impurities, the reduction of contaminant content before melting of scrap metal is required by the mill, using scrap metal separator and cleaner whereas the separation conveyor unit and magnetic sucking head are jointly used before inputting raw materials into incinerator. Moreover, if metal dusts are recycled, they will be firstly homogeneously mixed with chemicals required for filling in melting furnace.
Due to high variety of scrap metals used in production, it is necessary for the mill to find the way to supply additional machineries utilized in milling, crushing, dredging, sorting and separating raw materials as well as re-ordering material preparation process for improvement of raw material quality before inputting into incinerator.
1.2 Technology of Scrap Cleaning for Secondary Metal Production
In pretreatment operation, apart from sorting scrap metal from other materials, scrap metal cleaning for separation of dirtiness, oil, plastic and pigment out of scrap metal is very important. Scrap metal cleaning technology can be classified into three technologies as follows.
- Mechanical Cleaning: Mechanical cleaning includes physical separation process of scrap metal from other kinds of scraps with hammer mills and ring crushers to crush scraps to be smaller pieces.
- Thermal Cleaning Process/ Pyrometallurgical Cleaning: In industrial field, it is called drying with heating technique. Heat is used in separation of scrap metal from contaminants. Thermal cleaning / pyrometallurgical cleaning include roasting process and sweating process for rapid contaminant separation. Roasting process is related to eating scrap metal that contains organic contaminants in rotary dryers until the temperature is high enough to make organic contaminants volatized. However, the temperature is not high enough to melt scrap metal.
- Hydrometallurgical Cleaning: Hydrometallurgical cleaning technique is use of water for scrap metal cleaning and use of water in other procedure in scrap metal processing process. Hydrometallurgical cleaning technique includes leaching which is leaching of metal required for extraction from scrap metal to be in solution.
1.3 Regenerative Burner Technology
Regenerative burner is the burner designed to recover maximum waste heat. Exhaust gas is stored to accumulate heat at regenerator. Heat accumulation can be effectively performed since exhaust gas storage chamber is designed by use of very high heat accumulating materials. Heat of cooled air used combustion is exchanged from exhaust gas storage chamber, resulting in high temperature of air used in combustion in similarity to operating temperature and then causing high energy saving and improved combustion efficiency. Moreover, regenerative burner is also designed to make the preheated air up to high temperature run through burner into incinerator at higher speed than general burner, resulting in acceleration of combustion gas circulation that affects consistent diffusion of temperature inside incinerator and contributes to reduction of highest temperature of flame in combustion chamber, resulting in ability to decrease in NOx emission.
2. Secondary measures
secondary measures for reducing emissions of U-POPs, often called pollution control techniques, may be summarized as follows:
2.1 Afterburner/Post-combustion and Rapid Quenching
In general, the exhaust gas emitted from the EAF during melting is as high as 1000 ° C. At this temperature, Post-combustion can completely destroy CO and H2 emitted from the exhaust gas. If residence time, turbulence and temperature (or 3T rules) are sufficient, then the small organic compounds, including U-POPs, will be destroyed. However, while the exhaust gas is cooled, U-POPs can reappear that called it the De-novo reaction. Therefore, to prevent this reaction, it is absolutely necessary to cool the exhaust gas after the post-combustion by the temperature should decrease to be below 250 ° C. At this temperature, it will not cause a De-novo reaction. In general, industries using EAF will spray water in the quenching tower in order to cool down the exhaust gas.
2.2 Adsorbent injection
Air and dust that emitted from the furnace and is sucked in by a combustion cabinet that does not burn after or the cooling tower system contains contaminated U-POPs and causes air pollution to the outside. Therefore, the best way to do this is by injecting activated carbon into the smelting vent since it is the elimination of the U-POPs.
2.3 Off-gas collecting system
Dust collecting from the exhaust gas produced by the melting process is necessary and important. For the temperature of the gas decreases to the point that the U-POPs can condense, the U-POPs become liquid and are absorbed in the particles and dust that generated by smelting process. Therefore, an effective particle capture system should have the amount of treated dust no more than 5 mg / Nm3. if able to reduce the amount of gas particle release, means that can reduce the amount of substance release U-POPs as well. Particle capture can use in many ways such as cyclone or bag filter. By using the filter bag, filters can be coated with a catalyst that can destroy U-POPs.